粉塵防爆安全手冊
《粉塵防爆安全知識手冊》針對粉塵防爆的相關安全知識進行了系統闡述,旨在對我公司員工進行安全教育,吸取昆山“8·2”事件的經驗教訓,大力加強企業安全建設,強化員工安全意識。
本手冊從粉塵爆炸原理及基礎知識、粉塵爆炸火災的撲救措施、粉塵爆炸預防和監管措施、涉及可燃爆金屬粉塵作業場所等幾個方面進行全面的介紹。
希望大家能認真閱讀學習,在工作中時刻關注安全生產,將防爆安全知識與實際操作相結合,營造安全的生產環境。
一、粉塵爆炸原理及基礎知識
(一)粉塵的定義與類別
凡是呈細粉狀態的固體物質均稱為粉塵。能燃燒和爆炸的粉塵叫做可燃粉塵;浮在空氣中的粉塵叫懸浮粉塵;沉降在固體壁面上的粉塵叫沉積粉塵。標準化組織規定:粒徑小于75μm的固體懸浮物定義為粉塵。(一般是200目左右。2.54厘米(1英寸)長度中的篩孔數目,簡稱為目)
(二)燃燒的三要素
燃燒需要三要素:可燃物、助燃物質和點火源。缺少其中任何一個,燃燒便不能發生。燃燒三要素示意圖如圖所示。
(三)粉塵爆炸的條件
可燃粉塵爆炸應具備三個條件:
①粉塵本身具有爆炸性;
②粉塵必須懸浮在空氣(氧氣)中并與空氣混合到爆炸濃度;
③有足以引起粉塵爆炸的熱能源。和氣體爆炸相比,粉塵爆炸所要求的zui小引燃能較大,達10毫焦耳,為氣體爆炸的近百倍。因此,一個足夠強度的熱能源也是形成粉塵爆炸的必要條件之一。
1)哪些粉塵具有爆炸性?
通常認為以下七類物質的粉塵具有爆炸性:
·金屬(如鎂粉、鋁粉);
·煤炭;
·糧食(如小麥、淀粉);
·飼料(如血粉、魚粉);
·農副產品(如棉花、煙草);
·林產品(如紙粉、木粉);
·合成材料(如塑料、染料);
也有區分為有機粉塵和無機粉塵的。
2)金屬粉末爆炸性的等級排列:
·高爆炸性:鋯、鎂、鋁、鋰、鈉;
·中爆炸性:錫、鋅、鐵、硅、錳、銅;
·低爆炸性:鉬、鈷、鉛
·可自燃金屬有:鋁、鈣、鈰、銫、鉻、鈷、銥、鐵、鉛、鈾、鋰、鎂、鎳、鈀、鉑、鉀、銣、鈉、鉭、釷、鈦、鈾、鋯
3)懸浮粉塵的爆炸極限:
可燃氣體、可燃蒸氣、可燃粉塵的燃爆危險性特征——爆炸極限
爆炸極限的定義:在火源作用下,可燃氣體、可燃蒸氣或粉塵在空氣中,恰足以使火焰蔓延的zui低濃度稱為該氣體、蒸氣或粉塵的爆炸下限,也稱燃燒下限。同理,恰足以使火焰蔓延的zui高濃度稱為爆炸上限,也稱燃燒上限。
上限和下限統稱為爆炸極限或燃燒極限,上限和下限之間的濃度稱為爆炸范圍。濃度在爆炸范圍以外,可燃物不會爆炸。
爆炸極限通常用可燃氣體、可燃蒸氣在空氣中的體積百分數表示:mg/m3。可燃粉塵用:g/m3表示。
例如:PVC粉有爆炸性,爆炸極限的范圍:下限63~86g/m3 上限500g~/m3,也就是說:當空氣中平均粒徑為4-5微米的PVC粉塵達到63-86g/m3時,遇明火發生粉塵爆炸。
一般粉塵的爆炸極限下限通常認為是20~60g/m3,低于這個濃度,難以形成持續燃燒,更談不上爆炸。
在書面資料中多數只列出粉塵的爆炸下限,因為粉塵的爆炸上限較高。
爆炸極限的范圍越寬,爆炸下限越低,爆炸危險性越大。
4)引起粉塵爆炸的熱能源
粉塵具有較小的自燃點和zui小點火能量,只要外界的能量超過zui小點火能量(多數在10mJ~100mJ)或溫度超過其自燃點(多數在400℃~500℃),就會爆炸。
<!--[if !supportLists]-->?2; <!--[endif]-->生產過程中常見的多種引火源
(a)設備內的摩擦撞擊火花。設備內部由于機械運轉部位缺乏潤滑而摩擦生熱;物料、硬性雜質或脫落的零件與設備內壁碰擊打出火星。表面粗糙的堅硬物體相互猛烈撞擊或摩擦時,產生的火星撞擊或摩擦脫落的高溫固體微粒。若火星的微粒直徑為0.1~1mm,其所帶的能量可達1.76~1760mJ,足可點燃可燃粉塵。據統計,僅粉碎研碎設備因摩擦撞擊引起的爆炸事故占57%。
(b)電火花和靜電火花。電氣設備故障引起的電火花是常見的一種引火源,事故案例較多。物料在輸送和粉碎研磨的攪拌中,粉料與管壁、設備壁,粉料的顆粒與顆粒之間的摩擦和碰擊,會產生靜電。一些粉塵表面的電量可達10-6~10-7C/cm2。在適當條件下,其靜電電壓可高達數千至數萬伏。
(c)沉積粉塵的陰燃和自燃。沉積在加熱表面如照明裝置、電動機、機械設備熱表面的粉塵,受熱一段時間后會出現陰燃,zui終也可能轉變為明火,成為粉塵爆炸的引火源。粉塵zui易陰燃的層厚范圍為10~20mm。可燃粉塵在沉積狀態下還具有自燃的傾向,因為粉塵微粒與空氣接觸發生氧化放熱反應,在一定條件下熱量不能充分散發,粉層內溫度會升高引起自燃。積聚在設備裂縫中和管道拐彎處的粉塵易發生自燃。
類別 | 火源舉例 |
機械火源 | 撞擊、摩擦、絕熱壓縮 |
熱火源 | 高溫表面、熱射線(日光) |
電火源 | 電火花、靜電火花、雷電火花、電磁波、雜散電流 |
化學火源 | 明火、火星、化學分解、化學反應、發熱自燃 |
常見火源分類表
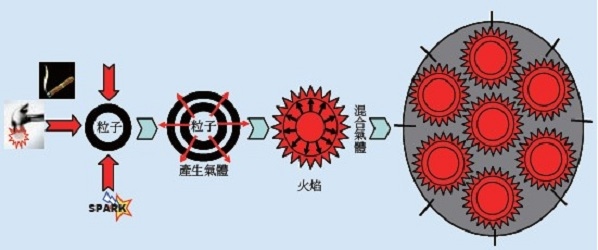
(四)粉塵爆炸的過程
*步:懸浮粉塵在熱源作用下迅速地被干餾或氣化而產生可燃氣體。
第二步:可燃氣體與空氣混合而燃燒。
第三步:燃燒產生的熱量從燃燒中心向外傳遞,引起鄰近的粉塵進一步燃燒。如此循環下去,反應速度不斷加快,zui后形成爆炸。
(五)粉塵爆炸的特點
1)粉塵爆炸往往不是發生在一個均勻的氣相混合系,一旦被點燃爆炸,由于爆炸沖擊波的作用,使散落、沉積的粉塵形成新的混合系,使爆炸可能持續下去,因此粉塵爆炸有可能不是一次完成,具有二次爆炸的可能。這種連續爆炸會造成嚴重的破壞。
2)粉塵燃燒要經過加熱熔融、離解、蒸發等復雜過程,粉塵從接觸火源到發生爆炸所需的時間即感應期要比氣體爆炸長,達數十秒;粉塵引燃后燃燒熱以輻射熱的形式進行傳遞,燃燒速度及爆炸壓力雖比氣體爆炸小,但是持續時間長,產生的能量大,所以破壞力及燒毀程度也大。粉塵爆炸所產生的壓力大小與很多因素有關,但在相對密閉的管道空間內,其壓力上升速度比敞開空間要快。
3)
3)粉塵的這種不均勻體系也使粉塵爆炸往往伴隨著燃燒現象。同時某些金屬粉塵在燃燒時或爆炸前經常有耀眼的白(紅)光并釋放大量的熱。
4)粉塵爆炸可以在缺氧狀態下發生。因此爆炸過程可能伴隨一氧化碳中毒和爆炸物分解產物中毒。
5)由于粉塵的沉積性、堆積性的特點,粉塵著火時要避免采用氣流噴射式的滅火措施,否則粉塵在撲火氣流的作用下飛散懸浮會形成新的爆炸性混合系,發生二次爆炸。與水接觸能生成爆炸性氣體的粉塵,禁止用水滅火。可以用水滅火時采用噴霧水流。
6)爆炸粒子一面燃燒一面飛散,受其作用的可燃物產生局部嚴重炭化,特別是碰到人體,燃燒的熾熱顆粒或碳化物會造成嚴重的燒傷。
7)粉塵與空氣接觸面積由于粒徑、形狀以及密度的差異很大,即使在爆炸下限濃度,也可能產生不*燃燒。
(六)影響粉塵爆炸的因素
1) 物理化學性質。物質的燃燒熱越大,則其粉塵的爆炸危險性也越大,例如煤、碳、硫的粉塵等;越易氧化的物質,其粉塵越易爆炸,例如鎂、氧化亞鐵、染料等;越易帶電的粉塵越易引起爆炸。粉塵在生產過程中,由于互相碰撞、磨擦等作用,產生的靜電不易散失,造成靜電積累,當達到某一數值后,便出現靜電放電。靜電放電火花能引起火災和爆炸事故。粉塵爆炸還與其所含揮發物有關。如煤粉中當揮發物低于10%時,就不再發生爆炸,因而焦炭粉塵沒有爆炸危險性。
2)顆粒大小。粉塵的表面吸附空氣中的氧,顆粒越細,吸附的氧就越多,因而越易發生爆炸,而且,發火點越低,爆炸下限也越低。隨著粉塵顆粒的直徑的減小,不僅化學活性增加,而且還容易帶上靜電。
3)
3) 粉塵的濃度。與可燃氣體相擬,粉塵爆炸也有一定的濃度范圍,也有上下限之分。但在一般資料中多數只列出粉塵的爆炸下限,因為粉塵的爆炸上限較高。
4)
(七)粉塵爆炸的危害
(1)具有*的破壞性。粉塵爆炸涉及的范圍很廣,煤炭、化工、醫藥加工、木材加工、糧食和飼料加工等部門都時有發生。如1952—1979年間,日本發生各類粉塵爆炸事故209起,傷亡共546人。近年來,中國發生的粉塵爆炸尤其是系統爆炸,造成了嚴重損失,僅1987年哈爾濱亞麻廠的亞麻塵爆炸事故,死亡58人,輕重傷177人,直接經濟損失882萬元。
(2)容易產生二次爆炸。*次爆炸氣浪把沉積在設備或地面上的粉塵吹揚起來,在爆炸后短時間內爆炸中心區會形成負壓,周圍的新鮮空氣便由外向內填補進來,形成所謂的“返回風”,與揚起的粉塵混合,在*次爆炸的余火引燃下引起第二次爆炸。二次爆炸時,粉塵濃度一般比一次爆炸時高得多,故二次爆炸威力比*次要大得多。
(3)
(3)能產生有毒氣體。一種是一氧化碳;另一種是爆炸物(如塑料)自身分解的毒性氣體。毒氣的產生往往造成爆炸過后的大量人畜中毒傷亡。
二、粉塵爆炸火災的撲救措施
·撲救粉塵爆炸事故的有效滅火劑是水,尤以霧狀水為佳。它既可以熄滅燃燒,又可濕潤未燃粉塵,驅散和消除懸浮粉塵,降低空氣濃度,但忌用直流噴射的水和泡沫,也不宜用有沖擊力的干粉、二氧化碳、1211滅火劑,防止沉積粉塵因受沖擊而懸浮引起二次爆炸。

·對一些金屬粉塵(忌水物質)如鋁、鎂粉等,遇水反應,會使燃燒更劇烈,因此禁止用水撲救。可以用干沙、石灰等(不可沖擊);堆積的粉塵如面粉、棉麻粉等,明火熄滅后內部可能還陰燃,也應引起足夠重視;對于面積大、距離長的車間的粉塵火災,要注意采取有效的分割措施,防止火勢沿沉積粉塵蔓延或引發連鎖爆炸。
?2;舉例:鋁粉火災的有效滅火措施
1)正確使用滅火劑
①鋁粉發生火災不能用水和泡沫進行撲救,這是因為鋁粉生產過程中泄漏的鋁粉表面未被氧化,火場上正在燃燒或處于高溫烘烤下的鋁粉會迅速發生化學反應,放出有爆炸燃燒危險的氫氣與空氣混合形成爆炸性混合物。因此,鋁粉火災禁止用水和泡沫撲救。
②鋁粉在常溫下能與氯和溴進行燃燒反應,還可與鹵代烷發生反應生成少量氯化鋁起催化作用,往往導致爆炸燃燒。因此,鋁粉火災也不能用四氯化碳、1211滅火劑進行撲救。
③鋁粉比重輕,細度小,一旦遇到風吹或氣噴極易飛揚在空中形成爆炸性混合物。因此,鋁粉火災也不能用二氧化碳等氣體滅火器進行撲救。
④根據上述特點,撲救鋁粉火災應當選用化學干粉(如氧化鋁等)、干沙等進行撲救。通過幾年來的實踐表明,采用干沙和硅酸鋁毯(氈)等滅火物資是有效的,因為這類物資可以覆蓋在燃燒鋁粉的表面,使其與空氣隔絕,并能有效地防止鋁粉飛揚與空氣混合,從而達到窒息滅火的目的。

2)鋁粉火災滅火對策
①如果鋁粉發生地面火災可使用干沙、硅酸鋁毯(氈)進行滅火,采用“一圍、二蓋、三埋”的方法,即在圍攻火勢時,必須用銅鍬或專門的滅火沙桶小心灑干沙或干粉,或用干沙袋將燃燒的鋁粉從四周圍起來,圍到一定程度,再用硅酸鋁毯或石棉被覆蓋,zui后,用干沙輕輕地掩埋(一般沙厚達30—50公分即可)。
②如果作業空間發生粉塵爆炸并形成干鋁粉大火是很難被撲滅的,所以一定要控制初始起火。初起火災必須用隔熱的硅酸鋁毯蓋住火焰,再用干沙、干惰性粉(如氧化鋁),覆蓋隔離。操作時必須特別注意避免氣流擾動引起的鋁粉飛揚,以防止二次爆炸事故。被覆蓋住的火會產生一層堅硬的氧化物硬皮,它將zui終隔絕氧而使火自行熄滅,通常是在采取了以上作法后,離開此區域,直到燃燒停止和冷卻下來之前不要進入此區域。
③應采取先阻擊,后滅火的戰術。先阻擊是指對已經起火的車間、倉庫以及受到嚴重威脅的毗連建筑物,用水或泡沫進行冷卻降溫,以防止火勢蔓延。但用水和泡沫時,一定不要使水與鋁粉接觸,防止發生更大面積的爆炸燃燒;后滅火是指在完成了阻擊火勢蔓延和救人疏物之后,應抓住有利戰機,集中優勢兵力圍殲鋁粉燃燒。
④搶救時,穿上隔熱服,戴上口罩、手套,以便行動。進入火場的人員不宜過多,而要少而精,動作也要輕而快。滅火時也可先施放化學干粉,在火勢瞬間減弱的情況下,再利用干砂掩埋。在施放干粉時,應打向燃燒鋁粉的外圍1.5—2米處,使干粉隨著燃燒氣浪的升騰和空氣的流動卷入燃燒區域起到窒息滅火的效力,切記不要直射燃燒的鋁粉堆,以防干粉隨著燃燒氣浪卷跑,失去滅火的效能。
⑤建立強有力的火場指揮部。鋁粉一旦發生爆炸燃燒,往往造成人員傷亡,而且火場情況較為復雜,并有二次爆炸的危險。因此,在撲救過程中應成立強有力的火場指揮部,以對整個滅火任務進行統盤考慮。火場指揮部的任務主要是迅速組織力量偵察火情,制訂正確的戰術措施,布置戰斗任務,下達戰斗命令,調集各種車輛進行救人、疏散物資、供給滅火劑(運輸干沙、干粉)等。
三、粉塵爆炸預防和監管措施
(一)粉塵爆炸預防措施
對產生粉塵的現有生產企業,通常采取防止粉塵爆炸的措施有:
1、增加混合系中的水份。
2、添加惰性物質。
3、降低升壓速率。
4、抑爆系統設置
常用的具體措施主要考慮以下幾個方面:
⑴防止粉塵沉積和及時清理粉塵。
對于處理粉料的設備或場所,要防止泄漏而使粉塵到處飛揚,尤其應將易于產生粉塵的設備隔離設置在單獨房間內,并設專門的保護罩和局部排風罩或考慮吸塵裝置。需要指出的是,近幾年因集塵設施粉塵清理不及時,運轉積熱引起的火災爆炸事故屢有發生,這也應引起人們的重視。
⑵加強管理,消除粉塵爆炸的點火源。
由前述分析可知,粉塵爆炸的點火源有多種,必須根據操作環境可能出現的點火源種類進行針對性預防。例如,面粉加工廠的磨面機中混入金屬或砂石碎塊,就會打出火花而造成粉塵爆炸,為此,在凈麥等前處理工序就應加強操作管理,避免能造成點火源的金屬等硬物混入磨面工序,尤其要注意磁鐵失效問題。
⑶增加混合系中的水份
塵粒中的水份在升溫與蒸發過程中吸收熱量,所以,這種水份提高了粉塵的著火溫度。比如玉米淀粉的著火溫度可以隨著含水量從1.6%增加到12.5%而上升50℃之多。著火溫度的升高可以避免粉塵遇到一些低溫火源的引燃爆炸概率。金屬粉塵遇水反應,不能采取增濕措施。
⑷避免設備中粉塵爆炸—添加惰性物質。
對于設備內極易形成粉塵-氣體爆炸混合物的操作,在設備中充入惰性
介質、降低系統中的氧含量是目前防止設備爆炸的*可靠方法。在
這種情況下,粉塵-空氣混合物中的氧含量會減少至火焰不能傳播的數
值。惰性介質可以采用氮氣、二氧化碳、煙道氣和用惰性氣體稀釋到
必要zui低含氧量的空氣或其它工業廢氣以及惰性粉塵等。
⑸降低升壓速率—泄爆口的設計。
在粉塵爆炸危險性特征量中,升壓速率是zui為重要的單項因素,基本
上決定了爆燃破壞性的程度。升壓速率也是設計防(泄)爆口時的一
個重要根據,因為在很大程度上,升壓速率決定了防(泄)爆口的尺
寸。粉塵爆炸發生后,形成氣體產物,釋放熱量,提高了封閉設施內
空氣的溫度。由于氣體,遇熱膨脹,如果沒有足夠的排氣面積(泄壓
面積)釋放尚未到危險壓力的熱氣體,這類破壞壓力就會施加于周圍
的封閉設施上。
(二)企業自主管理措施
粉塵爆炸事故企業常見的管理問題:
·粉塵的定期清理是降低粉塵濃度的有效措施,在GB15577-2007《粉塵防爆安全規程》中也有明確規定。但目前在事故調查中發現,企業普遍不能有效執行該措施。
·火源的管理。除了來自工藝加工、電氣和機械設施的潛在火源外,產塵現場還存在許多人為火源,如現場火爐、吸煙、使用易發火金屬工具等等。對構成粉塵燃燒和爆炸帶來較大隱患。
·員工及管理層人員對粉塵爆炸危險性的認識不足。大部分員工只了解金屬粉塵的可燃性,不知道粉塵會發生爆炸。
·員工及管理層人員對粉塵消防方法的特殊性認識不足,尤其對金屬粉塵了解更加少,缺少針對性的消防知識和安全生產知識培訓。消防器材的配備或保養也存在缺陷。多次事故初期火災中,滅火器失效、員工使用水對金屬粉塵直接滅火以及高壓水槍直沖燃燒粉塵等等,既產生易燃易爆蒸氣又增加金屬粉塵活性(發熱燃燒),還會引起粉塵的二次爆炸,增加了事故的可能性和嚴重度。
企業應加強的措施:
·應聘請有資質的專業設計單位進行風道的設計和改造,增加引風和除塵措施,消除粉塵積聚隱患。
·機械和電氣設備盡量使用防塵防爆產品,或者采用火星屏蔽措施。
·粉塵爆炸環境區域內減少同時作業人員。增加與非防爆區域的隔離,避免事故后果擴大。
·加強全體員工的消防知識和安全生產知識培訓;加強消防器材的配備或保養;建議進行針對性的消防演習。




